We have a number of advanced production and processing equipment, including a CNC cutting machine, edge milling machine, CNC coiling machine, digital tube plate welding machine, automatic submerged arc welding machine, argon arc welding machine, carbon dioxide protection welding machines other advanced automation Production equipment and inspection and monitoring equipment such as radiographic flaw detectors, ultrasonic flaw detectors, physical and chemical experiment instruments, universal mechanical testing machines, and flue gas analyzers. Each CNC piece of equipment is directly connected to the technology center, which improves the processing accuracy of the product and shortens the production cycle.

All imported CNC flame (plasma) cutting machines, computer automatic programming, can cut plates of any geometric shape, have fast cutting speed, high work efficiency, high part size accuracy, and plate utilization rate can reach 100%.

Process the cut or milled pot shell and furnace liner sheet into a circular workpiece through a CNC rolling machine.

Same as the edge milling process, the straight edge and groove shape of the workpiece being processed. The processing equipment mainly uses a vertical lathe, so the workpiece is mainly for edge-turning tube sheets.
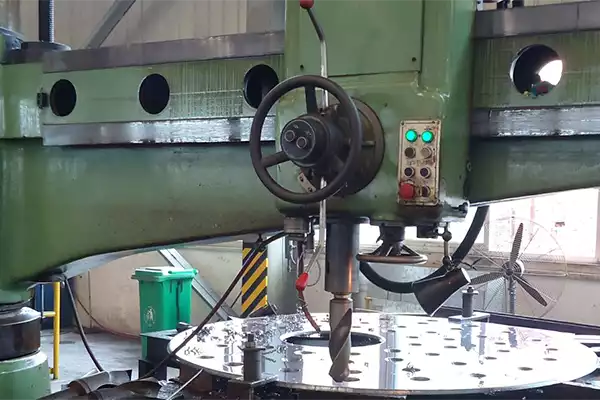
Fix the tube sheet on a special platform, and use a radial drilling machine to ream and chamfer the cut bottom hole.

The drum, furnace, and tube plate are assembled by ring seams according to the two parts of the pot shell assembly and the inner container assembly, and all the parts arranged inside the drum (such as the steam uniform orifice plate, Diagonal tie rods) and components that require double-sided welding (such as pipe sockets, manhole rings, hand hole rings, etc.) are assembled and welded in sequence.

After the longitudinal seam and circumferential seam of the main pressure workpiece (cylinder, tube sheet) are qualified, use the submerged arc welding machine to perform welding according to the requirements of the corresponding welding process card.
Our company is the only company in the same industry that owns a large number of tube-sheet welding machines and uses them in large quantities for tube-sheet welding. The tube-sheet welds not only have a high level of appearance but also internal quality.

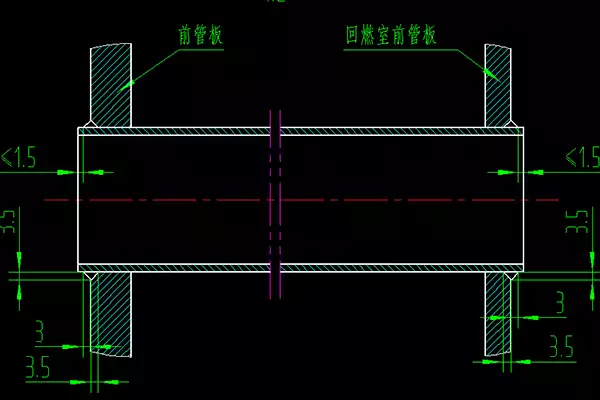
Furnace body welding mainly includes the assembly welding of smoke pipes in the combustion chamber, straight tie rods and tube plates, diagonal tie rods and tube plates, pipe seats and pot shells, furnace bodies, and bases, etc., and can have hydraulic pressure Test conditions. The welding methods involved include electrode arc welding and mixed gas-shielded welding.

The quality of the weld test welding will directly affect the safety of the boiler operation. For this reason, our company has specially set up weld ray, magnetic particle, and ultrasonic non-destructive testing. The equipment has high reliability and safety and ensures the correctness of welding quality testing and evaluation.

Hydrostatic test is a key step to test the strength and tightness of pressure components and the safety of boiler operation. This process must accept the stop point inspection of the pot inspection institute of the Bureau of Quality and Technical Supervision.

The vacuum boiler adopts a helium mass spectrometer leak detector for leak detection. A helium mass spectrometer leak detector is an air-tightness detection instrument made of helium as the exploration gas according to the principle of mass spectrometry. This instrument has the widest range, highest performance, and highest sensitivity in a vacuum and other industry leak detection techniques.

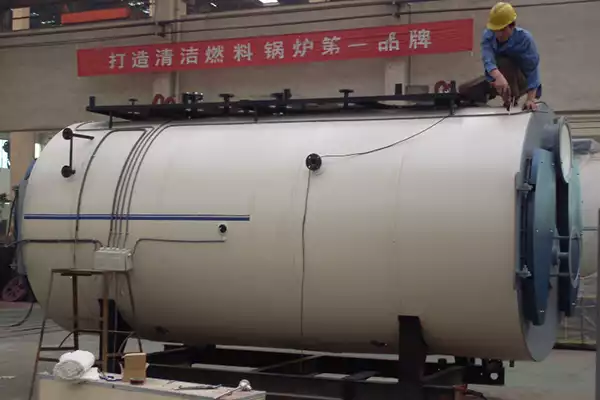
This process includes the manufacture and installation of smoke boxes before and after the boiler. The installation is mainly to assemble and weld the parts of the smoke box and the body parts produced in the previous stage and to lay and maintain the heat insulation layer at the connection parts. After completion, an air tightness test should be carried out.

This process includes the manufacture and installation of boiler platform escalator. The installation is mainly to assemble and weld the pre-made platform and body parts, and then assemble the escalator parts with the platform and body parts, including the pre-installation of guardrails. assembly.
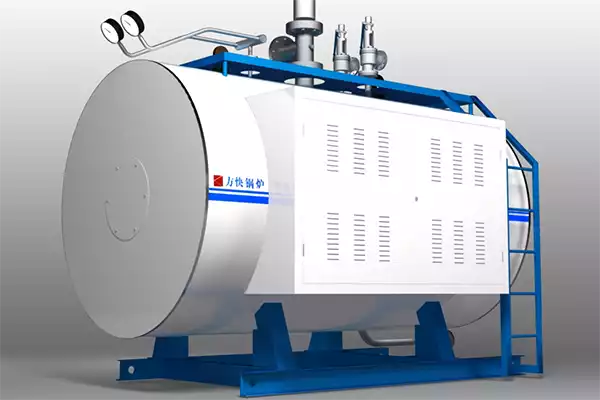
This process adopt new heat insulation material, which has good heat preservation performance, lightweight, and has less heat loss.
Our company took the lead in combining programmable controller and touch screen in electrical control, and applied it to boiler operation control, which can implement boiler automatic control, network group control, computer group control, remote control, etc. A modern control function. First-class hardware and practical and safe software technology ensure the fully automatic and high-quality operation of the product.

This process includes the installation of various pipeline valves, burner commissioning, and operation according to working conditions, data measurement and analysis, calculation of operating data, etc.